1、实木椅有保值功能.同时能给家居环境带来温润的“木气”,因而颇受中高档消费者欢迎。它的优点是体现自然:自然的纹理,多变的形态,家具表面一般都能看到木材美丽的花纹。
2、实木椅具有自己独特的风格个性实木家具原料来自于天然,集自然精华于一身,真实展现实木家具的独特品味:高档,厚重,将源远流长的中国传统文化与现代时尚因素相结合,融入家具的设计当中,为家具赋予新的内涵,将家具设计更加人性化,实用化,现代化,开创实木家具新风尚,引领家具新潮流.
3、天然、环保、健康实木椅透露自然与原始之美。实木椅之所以长盛不衰,从颜色分析,在于它的天然木本色。原木色家具既天然、又无化学污染,这实在是健康的时尚选择,符合现代都市人崇尚大自然的心理需求。 其次在材质的选择上,以国内实木家具为例,种类主要有:榉木、柚木、枫木、橡木、柞木、水曲柳、榆木、杨木、松木等,其中以水曲柳、榉木、柞木最为名贵。这些材料来自于自然,反映了人和环境的和谐关系,设计师们都爱用这些材料,再加入以人为本、以自然为本的现代设计理念,就更能拉近人和材料、人和自然的距离,给人一种亲切感。 再次,环保装修实木家具是市场主角。实木家具在加工制作的过程中,和那些人造板的家具相比,用胶量是相当少的。用胶量的多少影响着家具的环保性高低。
4、使用寿命长。板式家具的使用寿命一般3-5年。实木家具的使用寿命是板式家具的5倍以上。
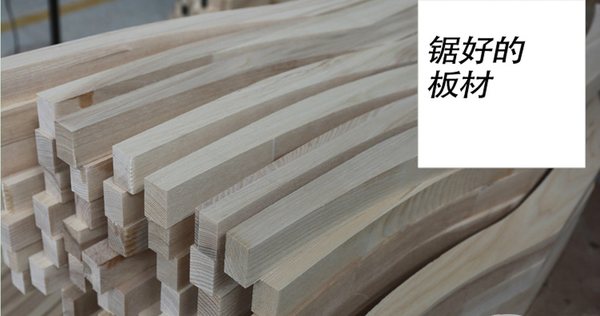
1、选料在选料时,一般选用毛边板。因为 椅子的弯曲部件较多,这样可以充分利用木材,提 高出材率;在加工中有的部件甚至还可以直接利用 木材本身的弯曲部分。对于高档产品,特别是要求 透明涂饰的产品,选料的要求较高,不能有虫眼、 腐朽、裂纹、死节等缺陷,而且一般都要求选择同 一树种,同时,在质地、颜色、纹理上也要求相近 或相似,甚至左右对称,而对不透明涂饰的产品可 以适当放宽一点,可以是不同的树种。当然,无论 是何种产品,在选料时都要考虑到零部件的受力情 况以及产品的某些特殊要求。所以,在带桦头、樟 眼的地方不允许有节子、腐朽、裂纹等缺陷,这是最起码的要求。
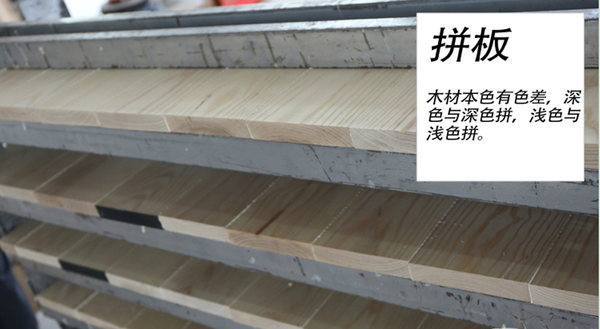
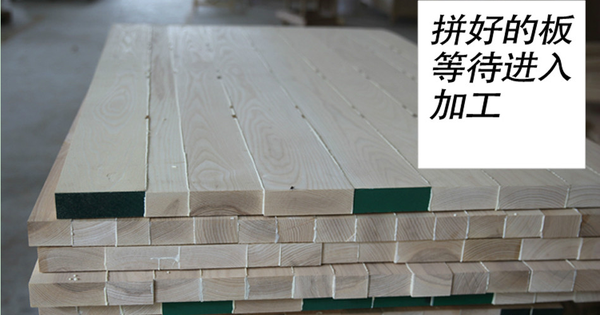
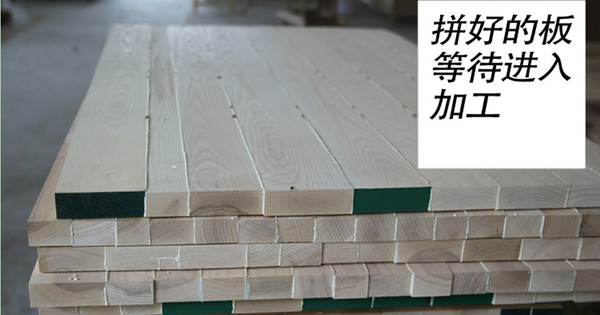
2、座面 一般高品质的产品,座面多以实木 为基材而很少采用人造板。由于考虑到材料的大小 及应力的变化,一般不用整块木板,大部分是用内 应力小、材料利用率高的指接木拼板、集成材,其工 艺流程如下:
3、胶拼将在宽度方向上刨光的指接木双面涂胶,然后通过夹紧器从侧面加压拼宽。主要由传送链和金属夹紧器组成,将待拼板放在夹紧器中,通过油缸自动加压, 压力一般为0. 7-0. 8MPa。夹紧器随着传送链间歇 式转动,有的设备还具有高频加热装置,每旋转一 周,拼板就已经固化,即可以更换另一块板,这样 可以大大地提高生产效率和产品质量,有利干批量 生产。对于小批量生产没有拼板机的,则可以采用螺杆加压的方式进行胶拼。胶拼材的强度比较高,接合部大都超过木材本身的抗拉强度。
4、用于胶拼的木材必须经过人工干燥,含水率控制在10%左右,所选用胶料一般是 PVAC,对于要求较高的产品,采用OF胶。铁削成型椅座板的铣削成型包括两个部 分,一个是边部的铣削,另一个是座板面的铣削。边部铣削成型:对于小批量生产,用单轴立式 铣床就可以完成,但劳动强度大,且不易操作,很 容易造成木纤维撕裂。有条件的厂家通常采用自动 仿形铣,其工作原理与靠模铣床相类似,只是从夹 紧到加工,均实现了自动化,提高了工作效率和安座面铣削成型,许多椅子的座面并不是一个平 板,而是根据人体工效学的要求设计出凹面。在批 量生产中,必须用专用设备才可以较好地完成加工。 如图7所示的座垫刨木机,它通过成型刀具在座板 上铣削出凹型面。当然,这一工序也可以在数控铣 床上来完成,而且能得到更好的加工质量,只是设 备成本相应地高些。
5、在装配过程中应该注意的是:对于用胶部件, 一定要注意陈化,以便使胶液固化,否则,在进行 总装时就有可能使零部件的接合强度受到损害或是发生变形。现在一般在家具生产中多采用PVAC胶, 常温下,应陈化29小时。在室内加热到60C'^-70C'. 则陈化60分钟即可进入下一道工序。当然,若是采用高频电极对胶接部位加热,只需10秒钟左右就可以使胶层固化。除了上述的提高温度加速固化外,还可以改进胶种的性质来提高固化的速度。目前:使用较多的两液胶就是一例,它是将PVAC的固化 剂放在OF胶中,将OF胶的固化剂放在PVAC中, 操作时,将两种胶分别涂在桦头和樟腿上,然后胶 接,只需3^-6分钟就可以完全固化,而且胶接强度 也比较高。 透明涂饰两种。由于透明涂饰的要求较高,这里主 要讨论它的工艺要点。
6、接长:方材在长度方向的胶接常用的有对 接、斜面接和指桦接等几种,其中以斜面接和指桦 接的强度较好。为了保证胶合强度,斜面长度L应等于厚度T的10^-15倍,但这样材料损耗较 大,且斜面不易加工。所以,指桦接就更易加工、 胶接面积大、胶合强度高等优点。是指接榫长度和齿距与接合强度的关系图河以看出,当T/2L 为1/8--1/l6时,抗拉和静曲强度最大,但为了节约用材,通常取1/8^-1/10;当T=4一1 Om m时. 胶合强度最大,为了便干机加一L,一般取6 ---1 Om m 。
7、空气喷涂:空气喷涂在家具工业生产中, 特别是小批量的椅子涂饰上使用较)。其主要工艺参数如下:
7.1、空气压力 0. 2——0. 5MPa 涂料粘度15^-30s 喷嘴直径0. 2^-0. 35mm 喷房内有机溶剂蒸气含量300mg/m3以下 喷房内空气流动速度1^-2m /s 在操作时,喷枪与工件之间的距离应适当,经 验数值为:大喷枪30^-35cm;小喷枪15^-25cm o 喷涂时要注意喷枪与工件保持垂直,喷枪运行速度 不宜过快,特别是对于喷涂透明有色系列涂料时, 更应注意搭接处的均匀,同时要保持喷房及室内的清洁与通风
7.2、静电喷涂因为椅子的曲面与折面较多, 空气喷涂时,易在这些部位形成回旋气流造成不均 匀,而静电喷涂则在这方面占有较大的优势。在高压电场的作用下,不仅提高了涂料的利用率,目_使 涂料微粒沿电力线均匀地分布在每一个角落。操作时被涂饰的椅子吊挂在以喷具为中心的环状传送带 上,涂料微粒所受离心力的方向与电场的方向一致, 使得涂料微料更具有倾向性,能更加均匀地分布。 喷涂后的椅子经传送带运经红外线干燥房干燥,整 个过程仅需几分钟到十几分钟。
7.3、由于涂料技术的发展,无论是在光泽、色彩、 强度,还是在附着力,手感等方面都有了很大的提 高。目前使用的改性三聚体2HB新型PU漆,在常温 下只需10分钟,实干6小时,因此,生产中灰尘不 易沾上,基本上无需抛光就能获得光洁,平整、丰 满的表面。
8、涂饰工艺新型涂饰材料的涂饰工艺与传统工艺有所不同,但一般还是先将白坯进行仔细砂 磨,将大的凹处进行嵌补,再经砂光——喷透明封闭 底漆——砂光一二次透明底漆一砂光——各色透明面漆。在透明涂饰中,着色可以分为底着色和面着色 两种。底着色时,先将白坯用色浆染成所需的颜色, 然后再喷无色透明底漆和面漆。面着色则是在面漆中渗入透明颜色进行喷涂,而最终使产品带色。两 者比较,底着色工艺相对简单,技术要求相对低一 些;对面着色,若操作不当,容易形成深浅不一的 色斑而影响产品质量。如果材料的色泽不一,底着 色工艺的修补余量相应地要大一些。在实际生产中, 透明涂饰多采用底着色。


































实木椅子是实木家具生产中工艺变化较大 的一种产品,其品质的高低,直接关系到企业 的形象。要批量生产高品质的椅子,提高产品 的附加值,增强市场竞争力,除厂选用优质的 原材料,使用高新技术设备外,合适的工艺流 程和严格的质量管理也是关键所在。本文仅对 常见造型椅子的生产作了简略地探讨,在实际 生产中应根据不同的造型,随时调整生产I.艺. 使产品更臻完美。
上海茂炫实业有限公司版权所有